

Danh Mục Sản Phẩm
-
 DACO Kiến thức-Bài viết
DACO Kiến thức-Bài viết
-
 DACO Giải Pháp
DACO Giải Pháp
-
DACO Sản Phẩm
-
 Patlite
Patlite
-
Qlight
-
Đèn Còi Báo
-
 Đèn Còi Ưu Tiên
Đèn Còi Ưu Tiên
-
 Beijer
Beijer
-
Weintek
-
Proface
-
 HMI-IPC-MONITOR
HMI-IPC-MONITOR
-
 Mitsubishi
Mitsubishi
-
Thiết Bị Tự Động Hóa
-
 Korenix
Korenix
-
 ICP DAS
ICP DAS
-
 Basler Camera
Basler Camera
-
Camera Vision
-
Cognex Camera
-
 Lmark Máy In
Lmark Máy In
-
Máy in-Đầu đọc
-
 Thiết bị đo
Thiết bị đo
-
 Thủy Lực-Khí Nén
Thủy Lực-Khí Nén
-
 OTHERS
OTHERS
-
 Bơm Chân Không
Bơm Chân Không
-
Phụ kiện
Chỉ số OEE và Quản lí những tổn thất trong sản xuất bằng IIOT


- Mã Sản Phẩm
- : BV1_OEE
- Tên Sản Phẩm
- : Chỉ số OEE và Quản lí những tổn thất trong sản xuất bằng IIOT
- Danh Mục
- : Kiến thức
- Thương Hiệu
- : Quản Lý Sản Xuất
- Giá
-
: Liên Hệ
Chỉ số OEE và Quản lí những tổn thất trong sản xuất bằng IIOT như nào ? Trong hoạt động sản xuất công nghiệp, OEE được dùng để đo lường hiệu quả hoạt động (effectiveness) của một thiết bị (equipment) một cách tổng thể (overall) thông qua cả 3 mặt nguồn lực– thời gian, chất lượng, và tốc độ vận hành – và qua đó giúp chỉ ra các vùng cơ hội để cải tiến.
Chi Tiết Sản Phẩm
OEE là gì?
OEE (Overall Equipment Effectiveness) là một thuật ngữ và là thông số rất phổ biến trong bảo trì năng suất toàn diện (Total Productive Maintenance).
Trong hoạt động sản xuất công nghiệp, OEE được dùng để đo lường hiệu quả hoạt động (effectiveness) của một thiết bị (equipment) một cách tổng thể (overall) thông qua cả 3 mặt nguồn lực– thời gian, chất lượng, và tốc độ vận hành – và qua đó giúp chỉ ra các vùng cơ hội để cải tiến.
Tìm hiểu thêm: OEE là gì? Cách nâng cao OEE trong nhà máy sản xuất
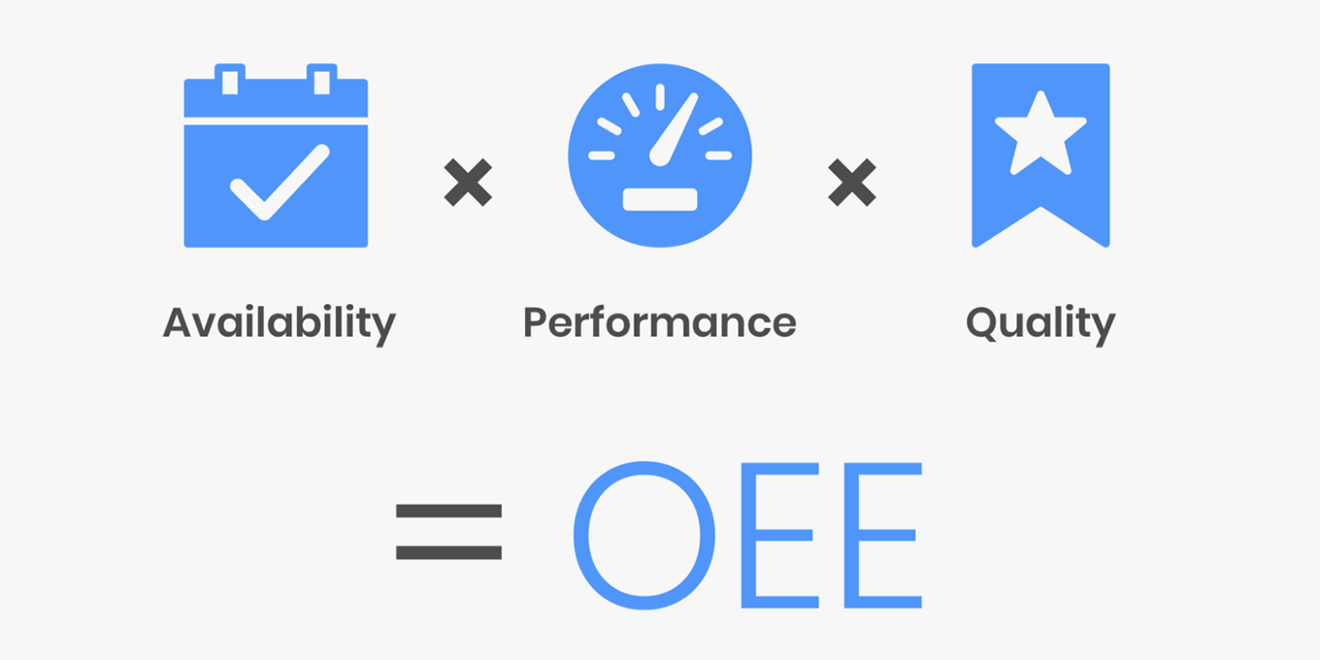
Mô hình OEE
- Availability: Tạm dịch là tỷ lệ hữa dụng, đo lượng tổn thất thời gian vận hành (downtime)
- Availability = (Thời gian hoạt động thực tế)/(Thời gian chạy máy theo kế hoạch) x 100%
- Quality: Tạm dịch là tỷ lệ chất lượng, đo lượng tổn thất chất lượng
- Quality = (Tổng sản phẩm đạt chất lượng)/(Tổng sản phẩm sản xuất) x 100%
- Performance: Tạm dịch là tỷ lệ hiệu suất, đo lượng tổn thất tốc độ vận hành
- Performance = (Tổng sản phẩm sản xuất)/(Thời gian chạy máy thực tế x công suất thiết kế) x 100%
- Overall Equipment Effectiveness (OEE), tạm dịch là hiệu quả sử dụng thiết bị tổng thể, đo lường hiệu quả hoạt động (effectiveness) của một thiết bị (equipment) một cách tổng thể (overall)
- Công thức tính OEE như sau:
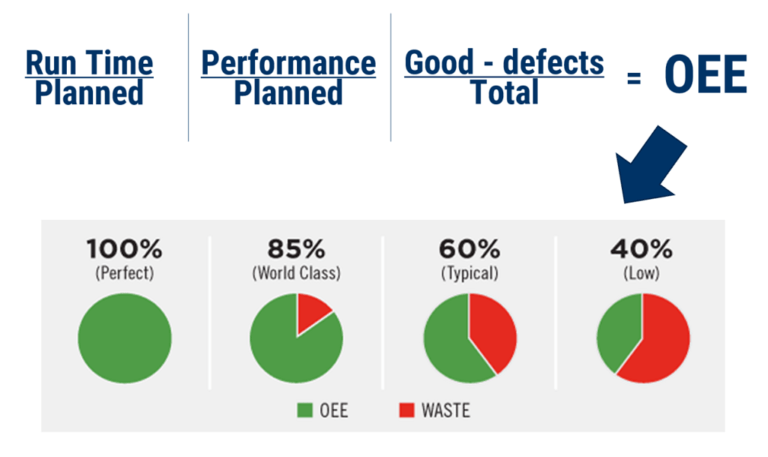
Phương pháp cách tính OEE cho dây chuyền sản xuất
Công thức tính OEE được thiết kế thuần túy cho việc tính hiểu quả hoạt động của một máy và được sử dụng phổ biến trong các lĩnh vực sản xuất tự động cơ khí hóa cao. Vì vậy OEE cần phải được điều chính và linh hoạt thay đổi cho phù hợp với từng lĩnh vực cụ thể
Ví dụ về 1 Mô hình tính OEE
Trong đó:
- Tỷ lệ hữa dụng (Avaiability): là tỷ số giữa thời gian sản xuất thực tế và thời gian mà chuyền sản xuất được lên kế hoạch (bao gồm thời gian tăng ca)
- Availability = (Thời gian sản xuất thực tế)/(Thời gian sản xuất theo kế hoạch) x 100%
- Tỷ lệ chất lượng (Quality): là tích của RFT (Right First Time) của các công đoạn Cắt, May, và Lắp Ráp
- Quality= (Tổng sản phẩm hạng A)/(Tổng sản phẩm kiểm tra) x 100%
- Tỷ lệ năng suất (Performance): là tỷ số giữa hiệu quả sản xuất thực tế tạo ra sản phẩm theo giờ (bao gồm cả hàng lỗi) và thời gian sản xuất thực tế:
- Performance = (Hiệu quả sản xuất thực tế theo giờ)/(Thời gian sản xuất thực tế) x 100%
- Và Hiệu quả sản xuất tổng thể (OEE), Cách tính hiệu suất của thiết bị, hay Cách tính hiệu suất sản xuất : là tích của các thông số trên:
OEE = Availability x Quality x Perforamnce
Bảo trì năng suất toàn diện TPM - Cải thiện năng suất tổng thể bằng cách tối ưu hóa tính khả dụng của thiết bị
Ứng dụng OEE
Kết quả các thông số của OEE nên được trực quan hóa như biểu đồ minh họa sau:
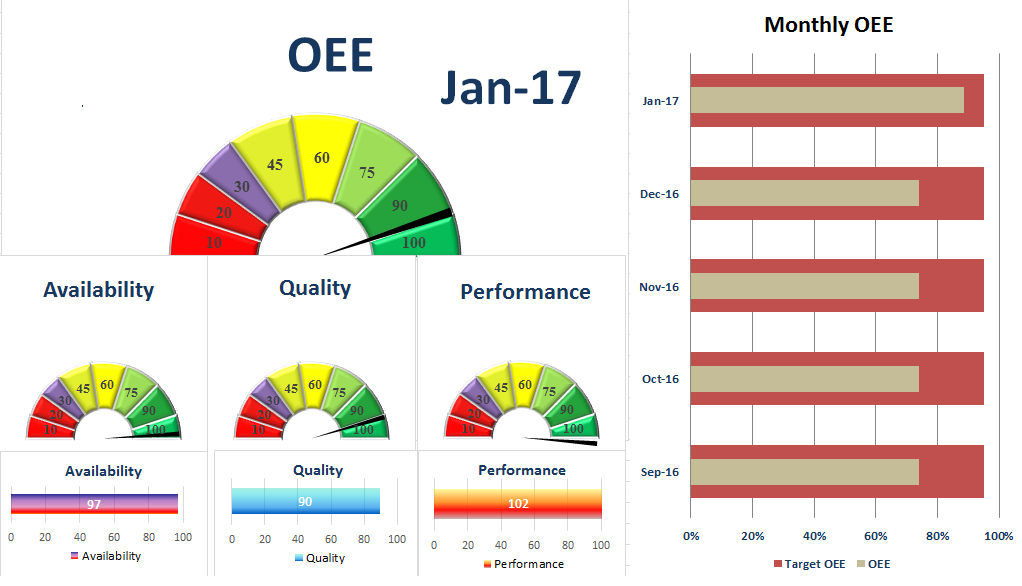
Bảng hiển thị OEE
Một cách để diễn giải ý nghĩa của biểu đồ OEE của chuyền như sau:
Avaiability = 97%: Nguồn lực về mặt thời gian được tận dụng 97% và 3% còn lại là khoảng thời gian chết (tất nhiên con số này là không đúng có thể lớn hơn rất nhiều, chỉ mang tính trình bày và minh họa là chủ yếu). Đây chính là thời gian hoạt động của máy, loại bỏ đi các thời gian máy dừng, máy hỏng, máy sửa chữa,…
Quality = 90%: cứ 100 sản phẩm làm ra thì có 90 sản phảm đạt, số sản phẩm bị loại là 10. Như vậy ta sẽ thấy 10 sản phẩm bị loại là lãng phí, là không tốt, nó liên quan đến vấn đề chất lượng.
Performance = 102%: chỉ ra rằng tốc độ sản xuất của chuyền vượt mục tiêu 2% về mặt thời gian. Một cách chi tiết, chỉ số này được tính như ví dụ sau:
- Với thời gian để làm ra 1 sản phẩm là CT (MT) =5 Phút/Sp thì để làm ra được 100 sản phẩm ta cần 5x100 = 500 phút.
- Nhưng với tốc độ sản xuất nhanh hơn, trong 500 phút này ta làm ra được 102 sản phẩm. Như vậy thời gian để tạo ra 1 sản phẩm thực tế hay CT (TT) = 500/102 = 4.9 Phút/Sp.
- Tốc độ sản xuất P = 5/4.9 = 102% hay nói cách khác nhanh hơn 2%.
6 tổn thất lớn của OEE
Một trong những mục tiêu lớn nhất của các chương trình Bảo trì năng suất tổng thể – TPM – và Hiệu suất thiết bị tổng thể – OEE – là loại bỏ và giảm thiểu 6 TỔN THẤT LỚN, những nguyên nhân chính gây ra sự mất hiệu suất trong sản xuất.

- Tổn thất 1 – Hỏng hóc của máy móc, thiết bị:
- Hỏng hóc của máy móc, thiết bị là tổn thất dễ dàng nhìn thấy nhất trong hoạt động sản xuất bởi tính bất thường và sự tác động rõ ràng của nó đến hoạt động sản xuất liên tục trong nhà máy. Các trường hợp xảy ra tổn thất này bao gồm hỏng hóc của khuôn/gá, các hoạt động bảo dưỡng không nằm trong kế hoạch, hỏng hóc chung về cơ/điện hoặc bộ phận của thiết bị hoặc các trường hợp thiết bị không vận hành theo yêu cầu (chức năng/thông số công nghệ), …
- Tổn thất này được xếp vào nhóm “Tổn thất dừng máy” hay thời gian downtime hoặc loss time trong OEE.
- Để khắc phục vào giảm thiểu loại hỏng hóc này cần xây dựng quy trình kiểm tra bảo dưỡng định kỳ các loại thiết bị, các loại máy móc nhằm hạn chế đến mức tối thiểu các loại hỏng hóc có thể xảy ra.
- Tổn thất 2 – Thiết lập và điều chỉnh thiết bị:
- Tổn thất về thiết lập và điều chỉnh thiết bị thường được cảm nhận ít rõ ràng hơn trong quá trình sản xuất. Một trong những lý do cho việc này có thể là sự “tiêu chuẩn hóa” việc thiết lập và điều chỉnh thiết bị trong các quy trình sản xuất. Các ví dụ minh họa cho tổn thất này bao gồm thiết lập & khởi động vào đầu ca, khi thay đổi đơn hàng, thay đổi khuôn gá, thay đổi thông số công nghệ, thiếu/thay đổi nguyên liệu.
- Tổn thất này được xếp vào nhóm “Tổn thất dừng máy” trong OEE.
- Để khắc phục loại tổn thất này cần xây dựng các chỉ dẫn hướng dẫn cụ thể việc thiết lập và điều chỉnh các tham số kỹ thuật liên quan đến máy móc, đơn hàng, nguyên vật liệu …
- Tổn thất 3 – Dừng vặt khi vận hành thiết bị:
- Các trường hợp dừng vặt, để phân biệt với các tình huống hỏng hóc, thường bao gồm các sự cố gây ra thời gian dừng máy ngắn – ví dụ dưới 5 phút – và thường không yêu cầu sự có mặt của nhân viên kỹ thuật/bảo dưỡng. Các tình huống thực tế có thể bao gồm sự cố với dòng chảy trên dây chuyền, bị kẹt/tắc, sự cố với phần nạp liệu/dẫn hướng, nhầm vật tư/nguyên liệu, bộ phận cảm biến bị che khuất, sự cố nhỏ ở các công đoạn sau, ….
- Tổn thất này được xếp vào nhóm “Tổn thất tốc độ” trong OEE.
- Để khắc phục và giảm thiểu loại tổn thất này cần xay dựng các hướng dẫn xử lý tình huống nhanh nhất có thể, vệ sinh máy móc, kiểm tra bảo dưỡng định kỳ,…
- Tổn thất 4 – Thiết bị vận hành với tốc độ thấp:
- Trong một số trường hợp, thiết bị được vận hành ở tốc độ thấp hơn so với thiết kế/tiêu chuẩn gây ra tổn thất đối với OEE. Một số tình huống gặp phải của tổn thất này có thể là vận hành thiết bị ở điều kiện không phù hợp (môi trường, nguyên liệu, …), vận hành thiết bị ở vận tốc thấp hơn vận tốc thiết kế hoặc tiêu chuẩn vận hành, thiết bị/linh kiện bị dơ/rão/mòn, nhân viên vận hành thiếu năng lực.
- Tổn thất này được xếp vào nhóm “Tổn thất tốc độ” trong OEE.
- Khắc phục loại tổn thất này cần xây dựng các chương trình dự đoán, chương trình giám sát, đo kiểm thời gian cần thiết để 1 khâu, 1 chu trình cần thiết để hoạt động, từ đó đưa ra các đánh giá điều chỉnh, sửa chữa và khắc phục, ….
- Tổn thất 5 – Sai lỗi khi khởi động:
- Khi khởi động hoặc điều chỉnh thiết bị, tổn thất với OEE không chỉ nằm ở chỗ dừng máy mà còn gây ra tổn thất khi tạo ra các sản phẩm sai lỗi. Các sản phẩm lỗi này có thể được phát hiện ngay để loại bỏ, sửa chữa hoặc có thể bị đi lọt vào các quá trình tiếp theo và gây tác động lớn hơn đến chất lượng.
- Tổn thất này được xếp vào nhóm “Tổn thất chất lượng” trong OEE.
- Để loại bỏ hay giảm thiểu tổn thất này, cần phải kiểm tra sản phẩm làm ra thường xuyên để có hướng xử lý kịp thời, xác định trước các nguyên nhân có thể gây ra sản phẩm lỗi để có hướng xử lý.
- Tổn thất 6 – Sai lỗi trong sản xuất:
- Tổn thất này bao gồn các sản phẩm sai lỗi được tạo ra khi thiết bị được cho là hoạt động trong tình trạng “bình thường” và biểu hiện qua các sản phẩm phải làm lại ngay tại công đoạn, phế liệu và các sự cố chất lượng ở những công đoạn tiếp theo khi các sản phẩm lỗi bị lọt lại.
- Tổn thất này được xếp vào nhóm “Tổn thất chất lượng” trong OEE.
- Khắc phục loại bỏ giảm thiểu tổn thất này bằng cách thiết lập chạy thử kiểm tra sản phẩm làm ra để đánh giá, kiểm tra trước khi đưa vào vận hành sản xuất hàng loạt.
Ứng dụng IIOT (Industrial Internet of Thing) , hệ thống quản lý trạng thái hoạt động của máy, hệ thống quản lý năng suất tự động trong đo lường OEE thời gian thực
Internet of Things (IoT) giúp các bạn quản lý sản xuất cải thiện đánh giá OEE của họ với sự hiểu biết chi tiết về hiệu suất thiết bị thông qua thiết bị đo đạc và phân tích. Các giải pháp IoT giúp cải thiện các giá trị OEE theo nhiều cách:
- Phân tích quá trình lịch sử và dữ liệu hiệu suất để tối ưu hóa quy hoạch bảo trì, lịch biểu và tài nguyên.
- Nhận cảnh báo trước về sự xuống cấp của máy của họ, với bảo trì dự đoán để tránh thời gian chết.
- Mục tiêu dẫn đến chi phí bảo trì thấp hơn, vật liệu và nguồn cung cấp giảm, và có sẵn thiết bị lớn hơn.
- Chất lượng dây chuyền sản xuất sẽ được theo dõi cẩn thận. Nó sẽ giúp bạn theo dõi các thông số quá trình, tìm ra hiệu chuẩn, nhiệt độ, tốc độ và thời gian sản xuất của máy.
- Nó sẽ giúp trong việc quản lý chuỗi cung ứng. Các ngành công nghiệp sẽ có thể so sánh các kết quả sản xuất trước đó với những kết quả mới. Nó sẽ giúp họ quyết định cách họ có thể làm việc theo lịch trình tương lai của họ
Công ty TNHH DACO cung cấp các hệ thống quản lý giám sát trạng thái của máy một cách tự động từ đó đưa ra các báo cáo thống kê số lần máy dừng, máy hỏng theo thời gian thực, tổng số thời gian máy dừng máy hỏng từ đó giúp người quản lý đưa ra các kế hoạch sửa chữa, bảo trì bảo dưỡng sớm nhất để khắc phục giảm thiểu tổn thất.
Cung cấp các hệ thống quản lý năng suất tự động, báo cáo năng suất tự động xem có đúng với kế hoạch đề ra hay không, nếu không đúng thì có biện pháp kiểm tra tìm hiểu nguyên nhân kịp thời để khắc phục. Đưa ra các báo cáo về chu kỳ sản xuất ra một sản phẩm để biết tình trạng thời gian cần thiết tạo ra 1 sản phẩm nhanh hay chậm so với định mức đề ra.

Cung cấp hệ thống quản lý việc gọi hỗ trợ tự động, báo chính xác vị trí máy hỏng, thời gian máy xảy ra sự cố tới người kỹ thuật bảo trì sửa chữa, để họ nhanh chóng tới và khắc phục sửa chữa lỗi. Đưa ra các báo cáo số lần lỗi, thời gian xử lý lỗi để làm căn cứ đánh giá chất lượng bộ phận hộ trợ kỹ thuật, tình trạng quá tải của họ, từ đó có hướng đào tạo nâng cao trình độ và có hướng bổ xung nguồn nhân lực hỗ trợ kỹ thuật sao cho phù hợp nhất có thể.

Sản Phẩm Liên quan

Khám phá các loại đèn xoay báo hiệu thịnh hành
Liên Hệ: 0359206636

Đèn cảnh báo có còi
Liên Hệ: 0359206636
Tổng quan đèn báo quay có còi | Lựa chọn nào phù hợp?
Liên Hệ: 0359206636

Bí quyết lựa chọn đèn chớp báo cháy phù hợp
Liên Hệ: 0359206636
Đèn báo xoay không còi
Liên Hệ: 0359206636

Đèn cảnh báo có còi từ thương hiệu nổi tiếng Qlight
Liên Hệ: 0359206636

3+ Siêu phẩm đèn xoay có còi Patlite khuấy đảo thị trường
Liên Hệ: 0359206636

Lựa chọn Còi hú có đèn uy tín - Thương hiệu hàng đầu
Liên Hệ: 0359206636
Lựa chọn thông minh Đèn tháp 3 tầng 24V phù hợp với nhu cầu
Liên Hệ: 0359206636
Review đèn còi báo động 220V thịnh hành hiện nay
Liên Hệ: 0359206636

Top 3+ Loa Còi Cảnh Báo 220V Hiệu Quả & Bền Bỉ
Liên Hệ: 0359206636

Đèn báo có còi 220V hay 24V? Ứng dụng như thế nào?
Liên Hệ: 0359206636
Tin Mới




Sản Phẩm Nổi Bật
Triển khai hệ thống quản lý sản xuất SEEACT-MES tại nhà máy bao bì Tân Long
Liên Hệ: 0359206636
SEEACT-MES hệ thống quản lý sản xuất chuyên sâu & toàn diện #01 Việt Nam
Liên Hệ: 0359206636

Triển khai hệ thống quản lý sản xuất SEEACT-MES tại nhà máy bao bì Châu Thái Sơn
Liên Hệ: 0359206636


Giải pháp quản lý kho bằng mã vạch - Chìa khóa giảm thiểu thất thoát và lãng phí
Liên Hệ: 0359206636

5 YẾU TỐ KHÔNG THỂ BỎ QUA KHI LỰA CHỌN HỆ THỐNG MES CHO NHÀ MÁY SẢN XUẤT
Liên Hệ: 0359206636


Hệ thống MES là gì? Tại sao MES không thể thiếu đối với doanh nghiệp sản xuất?
Liên Hệ: 0359206636


Giới Thiệu
- Tư Vấn Giải Pháp Kỹ Thuật - Mr. Vũ: 0936.064.289
- Hỗ trợ kỹ thuật - Mrs. Thúy: 0904.182.235
- Nhà máy-Mrs. Vân Nguyễn: 0902.189.622
- Máy In Nhãn - Mr. Vũ: 0936.064.289
- Máy In Ống Lồng - Mr. Duy Anh: 0902286498
- Màn Hình HMI - Mr. Duy Anh: 0902.286.498
- Đèn Loa Còi Báo - Mr. Minh: 0936.135.466
- Nhà máy-Mrs. Vân Phạm: 0903.496.598
- Vision Camera Barcode-Mrs. Thúy: 0904.182.235
- Về Chúng Tôi DACO
Quy Định & Chính Sách
Thông Tin Liên Hệ
![]()
Công Ty TNHH DACO - Nhà Cung Cấp Giải pháp Quản Lý Sản Xuất, Thiết Bị Tự Động Hóa Và Dịch Vụ Kỹ Thuật Công Nghiệp
Địa chỉ: Số 146, Đường Cầu Bươu, Xã Tân Triều, Huyện Thanh Trì, Thành Phố Hà Nội
Hotline: 0359.206.636 / 0936.13.5466
Email: kinhdoanh@dacovn.com
Website: www.daco.vn
Kết Nối Với Chúng Tôi
